ÜgėŁ▀M╚ļ╠ņĮ“╩óĻ╗Łh(hu©ón)▒ŻįOéõėąŽ▐╣½╦ŠŲ¾śI(y©©)╣┘ŠW(w©Żng)

ę╗šŠ╩Į╣®æ¬╔╠
▓Ż┴¦õō╣▐,▓Ż┴¦õōā”╣▐

ū╔įā¤ßŠĆ
13833879989
ū╔įā¤ßŠĆ
13833879989
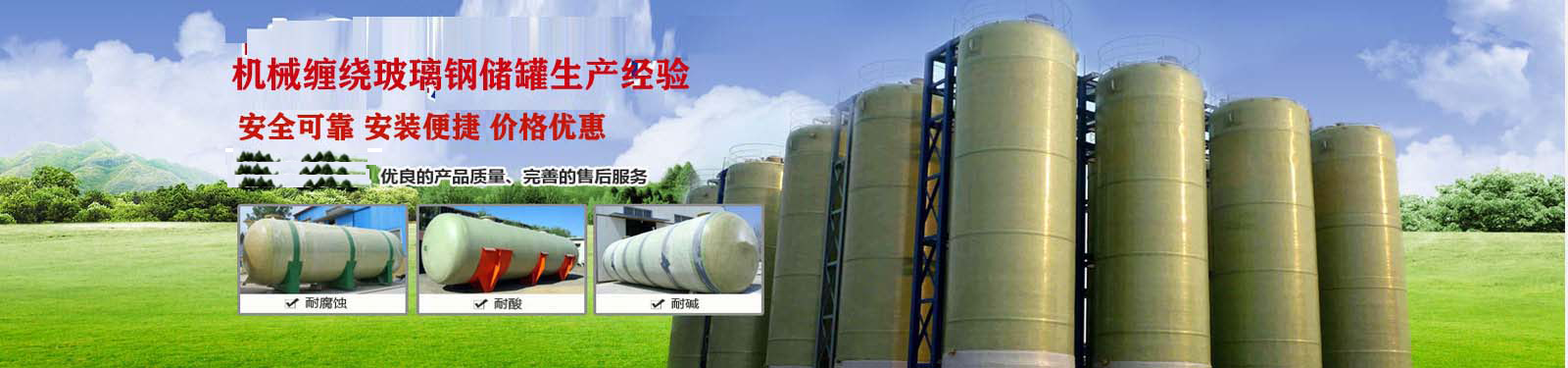

║ė▒▒▓Ż┴¦õōā”┤µ╣▐Ą─░▓čb┴„│╠

░µÖÓ╦∙ėąŻ║╠ņĮ“╩óĻ╗Łh(hu©ón)▒ŻįOéõėąŽ▐╣½╦Š ĄžųĘŻ║╠ņĮ“╩ą╬„ŪÓģ^(q©▒)┤¾╦┬µé(zh©©n)┤¾╚╬Ūf╣żśI(y©©)ł@
.jpg)


ł÷└p└@┤¾ą═┴ó╩Į.jpg)